郑州冠鹏耐火材料有限公司
ZHENGZHOU GUANPENG REFRACTORY
-
-
咨询电话:136-0766-3678
ZHENGZHOU GUANPENG REFRACTORY
咨询电话:136-0766-3678
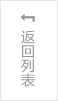
高强钢纤维高强浇注料是采用特级铝矾土熟料作骨料,以矾土熟料及刚玉细粉作基质,以超微粉等多种复合材料为结合剂和添加剂,外加不锈钢耐热纤维配制而成。该产品除具有常规的高温耐磨损性能外,因在其配料中加入了一定数量的耐热不锈钢纤维,防止了材料中骨料与基质在高温状态下产生的涨差,以及在启停炉时产生的温度梯度变化所产生的应力而导致炉墙破坏,同时,由于钢纤维的加入,使材料浇注后炉墙整体强度大大增强。常用于上炉墙、顶部、旋风分离器直段、旋风分离器顶、返料器等部位。

产品性能
高强钢纤维浇注料FHA-75 | |
Al2O3 | 75 |
体积密度g/cm³ | ≥2.65 |
耐压强度MPa, 1100℃×3h | 60 |
抗折强度MPa,1100℃×3h | 10 |
重烧线变化率%,1100°C×3h | ±0.4 |
使用温度℃ | 1500 |
使用部位:上炉墙、烟扎 | |
用途:
主要用于热工窑炉中高温易磨损部位,比较耐火砖使用而言有点突出:整体性好,强度高,抗剥落,整体炉衬寿命可提高30%-50%,甚至数倍。适用于结构复杂部位施工,提高施工效率。气密性好,热损失少,可节约能源等。

贮存:干燥库房存放,防潮防雨,正常存放质保期6个月。

烘烤/烧结
1.避免材料施工完毕后上冻;
2.用热电偶监视烧结情况;
3.避免快速升温,以防发生材料蒸汽剥离现象。若烧结时有大量蒸汽涌出,应降低温度并保温直到蒸汽排尽后再继续升温;
4.相关干燥工艺的制订要基于施工时的条件和衬炉的厚度,不清楚之处请与我公司相关人员联系以询求帮助;
5.建议炉衬烧结结束后,直接投入使用,不要频繁冷炉,任何炉衬在频繁的冷炉升温过程中都可能出现裂纹;
搅拌/施工
1.搅拌用水必须达到饮用水标准,酸碱度为6~7.严格控制加水量,材料加水量要准确称量;
2.浇注料的搅拌温度应介于15℃和30℃之间,理想温度是21℃。施工在低于建议温度下进行时,应采取外部加热措施,将施工环境温度提高;
3.搅拌时间控制在5~10分钟内,建议不超过10分钟。搅拌混合好的材料在30分钟内必须浇筑完毕;
4.低水分浇注料的振动很关键。振动棒应在浇注料中上下移动,振动将结束时,应缓慢将振动棒抽出;
5.浇筑完成以后的材料根据材料硬化情况可以在18~24小时后起模,但材料必须已经完全硬化。脱模时应注意不要损坏材料表面;
6.脱模后应在室温下养生24~72小时,再进行烧结;
使用部位
公司是集科研,生产,销售为一体的耐火材料厂家,具有多年以上的丰富的生产实践经验,技术力量、生产工艺,可根据市场调研及客户提出的技术要求进行新产品研制开发,设计各种新型耐火材料。
河南省郑州市新密市平陌镇刘门村四组
电话:136-0766-3678
手机:136-6380-6664
邮箱:Guanpeng_2008@163.com